



Segmento di forgiatura per Shantui Komatsu CAT



Miglioramento del processo di forgiatura
Il passaggio da due o tre denti a cinque denti riduce il rischio di allentamento del blocco dentato. La sostituzione del cerchio di posizionamento con un blocco di posizionamento riduce gli errori di lavorazione e le interferenze tra il cerchio di posizionamento e la superficie di installazione causate dalla deformazione dovuta al trattamento termico.
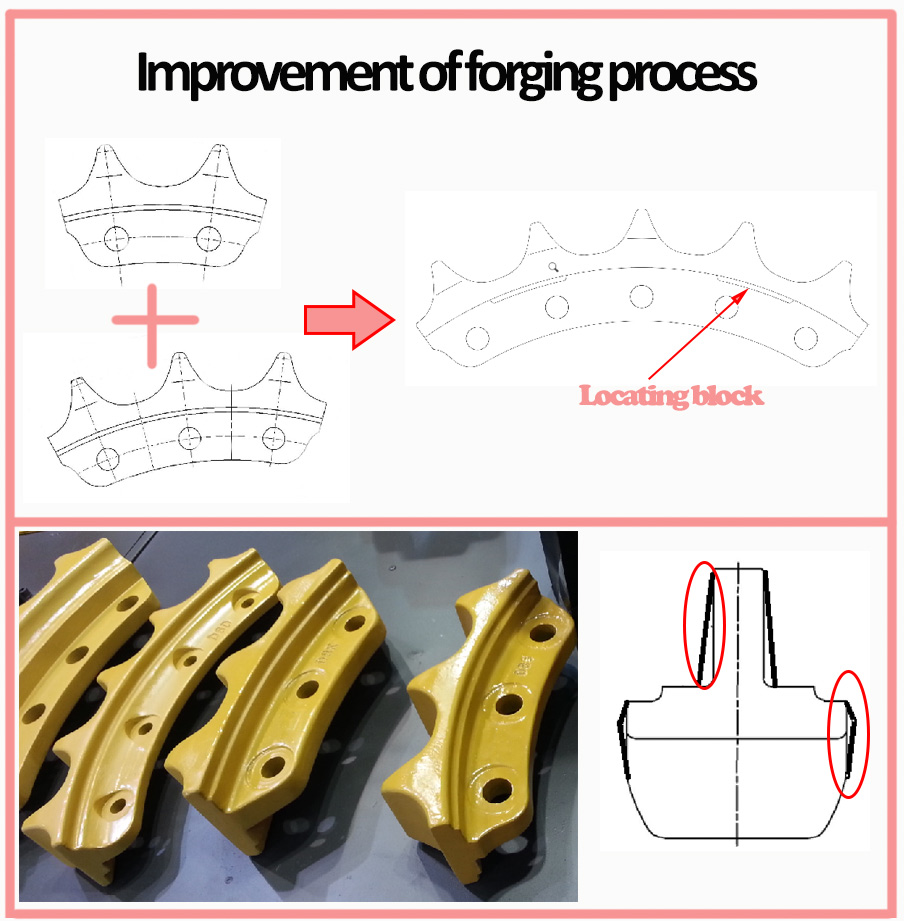
Grazie al processo di forgiatura, le superfici laterali e flangiate delsegmento nel processo di forgiatura verticale è necessario mantenere un certo angolo di sformo e la superficie lavorata del prodotto semilavorato forgiato deve essere lavorata.
Modello che possiamo fornire
| SEGMENTO | ||||||||
| Modello | OEM | Pece | Dente | Vacanze | Apertura (mm) | Peso | Marca | Altri OEM (BERCO) |
| DH08 | 111H-18-00001 | 154 | 3 | 3 | 17.5 | 4.1 | Shantui | |
| 111H-18-00002 | 4 | 4 | 17.5 | 5.5 | Shantui | |||
| SD13 | 10Y-18-00043 | 190 | 5 | 5 | 19.3 | 10.75 | Shantui | |
| DH36 | 1175-18-00009 | 228,6 | 6 | 6 | 26.5 | Shantui | ||
| Numero di telefono: 1175-18-00035 | 5 | 5 | 26.5 | |||||
| SD16、D65、D60、D85ESS-2 | 16Y-18-00014H | 203.2 | 3 | 3 | 23.5 | 8.5 | shantui/komatsu | 14X-27-15112/1,141-27-32410,144-27-51150,615-4149,KM2111,KM162 |
| (16Y-18-00049) | ||||||||
| SD22、D85 | 154-27-12273A | 216 | 5 | 5 | 23.5 | 15 | shantui/komatsu | 155-27-00151,615-4150,KM224 |
| SD32 e D155 | 175-27-22325A | 228,6 | 3 | 3 | 26.5 | 12 | shantui/komatsu | 175-27-22325/417A-27-11630,KM193,17A-27-41630 |
| SD52、D375 | 185-18-00001 | 280 | 5 | 5 | 28.5 | 33 | shantui/komatsu | 195-27-33110/1,KM1285 |
| SD90、D475 | 1189-18-00001/ | 317,5 | 5 | 5 | 31.5 | 43 | shantui/komatsu | |
| Numero di telefono: 198-27-42260 | ||||||||
| D50、D41、D58、D53 | 131-27-61710 | 175 | 3 | 3 | 19.5 | 6 | Komatsu | 131-27-61710、131-27-42220、KM788 |
| D5B | 5S0836 | 175 | 3 | 3 | 18 | 5 | GATTO | 6Y5244、CR4408.7P2636 |
| D6D/C/G | 6T4179/6T4179/6P9102 | 202.8 | 5 | 4 | 17,8/20,8 | 11.57 | GATTO | 6Y5012,5S0050,7P2706,CR3330,CR3329,8P5837,8E4365/CR5476,117-1616 |
| D6H/R | 6Y2931/1026677 | 202.8 | 5 | 5 | 17.8 | 11.5 | GATTO | 7G7212,8E9041,7T1697,CR5515,173-0946 |
| D7G/E/F | 8E4675/8E4675/8E4675 | 216 | 5 | 4 | 20.8 | 14.7 | GATTO | 5S0052,3P1039,8P8174,CR3148 |
| D8N/R.D7H/R | 7T9773/6Y2354, | 215,9 | 5 | 7 | 20.8 | 16.4 | GATTO | 6Y3928,CR5050,9W0074 |
| 6Y2354/7T9773 | ||||||||
| D8N/R.D7H/R | Numero di telefono: 314-5462 | 215,9 | 5 | 5 | 20.8 | 16.4 | GATTO | CR7160 |
| D8K.D8H | 6T6782/6T6782 | 228,6 | 3 | 3 | 24.5 | 12 | GATTO | 2P9510,5S0054,CR3144 |
| D6N.D6M | 6I8077/6I8077 | 190 | 5 | 5 | 18.5 | 9 | GATTO | 6I8077/8,CR5875 |
| G9N | 7T1247 | 240 | 5 | 6 | 24.6 | 23,98 | GATTO | CR4686 |
| G10N | 6T9537 | 260,35 | 5 | 6 | 27.61 | 26.7 | GATTO | CR5047 |
| 832 | 632-7793 | 228,6 | 3 | 5 | 26.5 | 11.63 | GATTO | |
HRC
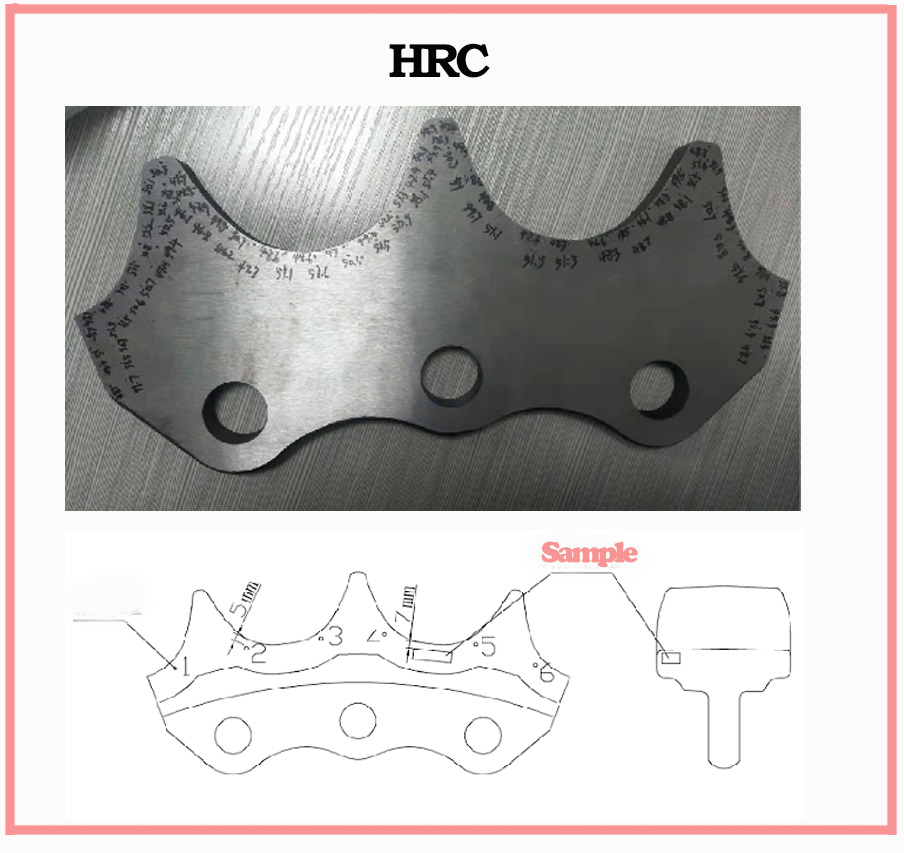
A causa del processo di forgiatura, le superfici laterali e della flangia del segmento nel processo di forgiatura verticale devono mantenere un certo angolo di spoglia e la superficie lavorata del prodotto semilavorato forgiato deve essere lavorata.
Imballaggio








